

The highest current loop frequency of 40KHZ ensures the high responsiveness of the servo.
The GACC high-precision contour control function can pre-read 2000-10000 program segments to ensure flexible and smooth cutting during workpiece processing, so that the contour and surface finish can achieve the good results.
6-channel PWM + current closed-loop control can truly realize five-axis full closed-loop.
Standard memory 2GB, optional 5GB/8GB, to achieve larger storage capacity.
The minimum instruction is 0.1, and the nano-level post-processing operation fully meets the high precision machining. (Minimum command 0.01 is optional for Ki series)
The dynamic accuracy of the machine tool is reflected in the error of the tool center point (TCP). The magnitude of these errors depends on, among other factors, the magnitude of the motion (such as velocity and acceleration and jerk) and the vibrational consequences of machine components. These errors all combine to cause dimensional errors and workpiece surface quality problems. Therefore, the processing quality is seriously affected, and the scrap caused by unqualified quality also affects the production efficiency. Since the rigidity of the machine tool is limited by the structure and economy of the machine tool, the insufficiency and vibration of the machine tool structure cannot be completely avoided. "Dynamic High Precision" alleviates these problems through intelligent control technology, enabling designers to further improve machine quality and dynamic performance. Reduce production time and save money.
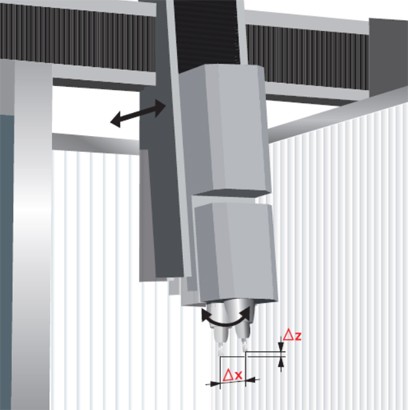
Compensates for position errors caused by acceleration at the tool center point position, thus improving the accuracy of the acceleration phase
Dynamic vibration damping for improved surface quality
Position-adaptive control of control parameters
Load-adaptive control of control parameters for improved accuracy independent of load and machine life
Motion Adaptive Control of Control Parameters
Dynamic efficiency features include a range of innovative features that help users perform heavy cutting and roughing efficiently and improve machining reliability.Dynamic efficiency allows increased cutting speed and therefore increased productivity. At the same time, excessive force on the tool and premature tool wear are avoided.


Active Chatter Control (ACC): This option reduces the risk of chatter and allows for higher feed rates and higher feed rates
Adaptive Feed Control (AFC): AFC option controls feed rate based on machining conditions
Trochoidal milling: a function for roughing slots and pockets, reducing tool stress


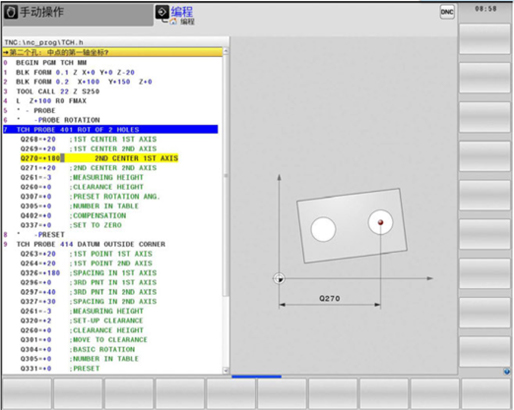
Touching cycles can be programmed using the TOUCHPROBE key in the program editing operating mode. Like most recent canned loops, the probe loop passes parameters with Q parameters numbered 400 and above. The parameter numbers of the same functions used by the CNC in several cycles are always the same: for example Q260 is always assigned to the second set-up height, Q261 is always the measuring height, etc.
To simplify programming, the CNC system displays graphics during cycle definition. In this figure, the parameters that need to be entered are highlighted (see figure below).
Calibrating touch-trigger probes
Compensation for work misalignment
preset
Automatic inspection of workpieces
Automatic tool measurement
KinematicsOpt
The KinematicsOpt function enables machine tool builders or end users to check the accuracy of rotary or oscillating axes to compensate for possible shifts in the center of rotation of these axes. The offsets are automatically transferred to the kinematics description and used to calculate the kinematics.
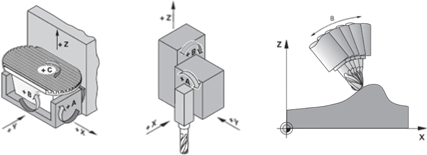
To measure the axis of rotation, a reference ball (eg KKH 100 or KKH 250 from HEIDENHAIN) is fastened anywhere on the machine table. A HEIDENHAIN touch probe uses a special cycle to probe the reference sphere and measure the machine axis of rotation fully automatically. But first, the measurement resolution and the required measurement range for each axis of rotation to be measured must be defined. The measurement results are the same whether the rotary axis is a rotary table, an oscillating table or an oscillating milling head.

5-axis machining
The Tool Center Point Management system compensates for the offset of the inclined axis so that the tool tip remains on the contoured surface. During machining, handwheel commands can also be superimposed so that the tool tip does not leave the programmed contour.
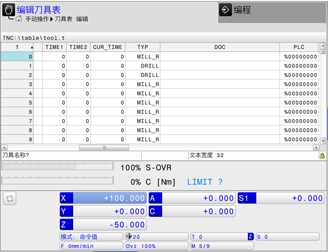
Tool management
The built-in PLC system can make the tool changer move through proximity switches or CNC axes. Tool management functions include tool life monitoring and spare tool life monitoring performed by the TNC 640 system.
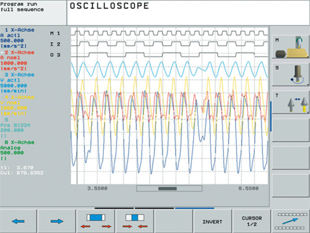
Online Monitoring (OLM)
The online monitoring function is part of the TNC 640 and needs to be called with a password. The following functions support the commissioning and diagnostics of the control unit:
The development environment of the Windows operating system is a flexible development platform that is ideal for developing applications that meet the requirements of an increasingly complex machine tool environment.
The flexibility of PC computer software and the large number of software resources and standards available in the development environment, standard tools enable PC computer application software development to be completed in a very short time, which is very useful to customers, such as:
 0769-89002798
0769-89002798
Follow us to learn about Keruisi!
Copyright ©2021 Guangdong Precise Numerical Control Technology Co.,Ltd.All Rights Reserved Guangdong ICP No. 2021070249
0769-89002798
Follow us to learn about Keruisi!